欢迎光临友泰机床官网!
186-7837-2901
网站首页
产品展示
客户案例
技术支持
视频中心
新闻中心
关于友泰
联系我们
他们都在搜索:
铣端面打中心孔机床
中驱动双头车床
数控立车
数控专用机床
联系我们
186-7837-2901
当前位置:
主页
>
新闻资讯
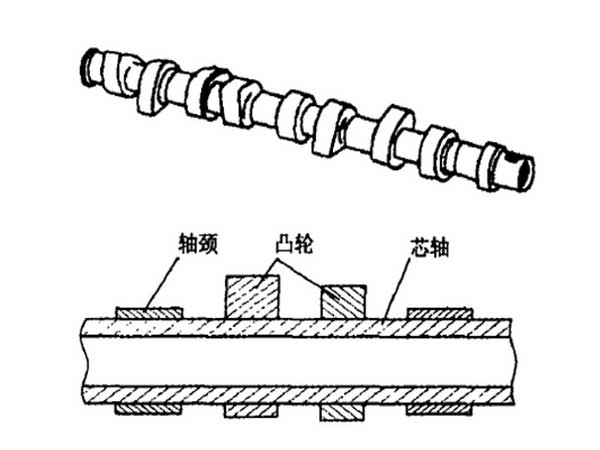
铣端面打中心孔机床生产加工凸轮轴
时间:2020-12-14 11:30 作者:admin 点击: 次
铣端面打中心孔机床
生产加工凸轮轴,
加工中心孔的刀具一般都采用标准中心(特殊中心孔区别对待)工艺安排上分2次进行热处理之前和热处理之后。此道工序的关键是控制好60°的定位锥面的公差,且需用专用工具(模拟后续机床的定位顶针)进行全数检查,以控制凸轮轴的轴向开档精度(要求±0.02mm~±0.05mm),防止凸轮铣时出现未铣出的毛边。淬火;感应淬火时应根据不同的工件材质。在满足硬度要求的前提下找出淬火的边界条件,控制输出的大小电压、电流范围,同时控制淬入液的浓度、流量和温度,并定期对淬火液的冷却速率进行分析,以此作为更换淬火液的依据。各种凸轮轴材料及热处理工艺:各种凸轮轴材料及热处理工艺随着磨削余量的减少和磨削速度的提高关于凸轮的磨削工艺设计,一般用户依托设备供应商解决。
供应商根据用户提供凸轮的0°~360°的离散点,通过选用恰当的数控系统,主要解决将离散点变成连续的封闭曲线。将生成曲线转为磨削曲线。由于凸轮磨削时磨削点与生成点不在一个点,必须进行数学模换,而且这种变换还与凸轮的测量方式有关。
建立C轴调速曲线。在凸轮磨削中,为保证凸轮加速度恒定,必须根据C轴角度来调整C轴转速的调速曲线。其中在凸轮磨削NC程序生成之前,关键是首先要编制凸轮生成曲线(通过对数据平滑处理,将离散点形成封闭曲线)和速度曲线的计算程序,即将给定的凸轮生成表转换为磨削用的磨削曲线(C坐标值、x轴坐标值)。
由上可以看出铣床身铣端面打中心孔机床在凸轮轴生产加工过程中所扮演的角色非常重要,在多工序生产中定位基准以及定位端面的重要性我们在先前的文章中已经有过介绍,这里不多做解释了,具备很好的机床刚性和稳定性,在加工精度和加工效率方面有着卓越的优势,两端同时加工同时切削,同时钻中心孔,保障了精度一致性,提高了加工效率因此是凸轮轴批量生产中不可或缺的。在凸轮轴生产中铣床身铣端面打中心孔机床
的重要性将随着世界生产工艺的不断提升而变的越来越重要。
上一篇:暂无
下一篇:铣端面打中心孔专用机床设计理念
推荐产品
XSC800D数控双头车床, 中驱动双头车床 双面车床厂家友泰机床
高精度数控立车,立式数控车床,刹车盘数控立车VL600友泰机床
中驱动双头车床XSC700,双面车床,数控双头车床
推荐新闻
山东友泰机床参加展会现场
中驱动双头车床介绍
铣端面打中心孔专用机床设计理念
铣打机使用的主轴选购注意事项
双主轴立车和双头车床区别对待
铣打机确实很好用吗
地 址
山东省枣庄市滕州市开发区恒源路
联系方式
全国服务热线:400-870-1688 / 186-7837-2901
网址导航
网站首页
产品展示
客户案例
技术支持
视频中心
新闻中心
关于友泰
联系我们
备案号:
鲁ICP备13023964号-11
技术支持:山东西橙科技